Prueba de herramientas de bola
Ø4 - Ø3 - Ø2 - Ø1.5 - Ø6En ésta ocasión hemos probado varias herramientas de bola Moldino. La prueba se ha realizado probando diferentes herramientas comenzando primero con una bola de ø6, continuando con una bola de ø4, luego una bola de ø3, pasando a una bola de ø2 y acabando con otra de ø1.5 para los rincones más precisos. La placa de trabajo es un acero 2311 de 446 x 396 x 111 mm con un postizo de trabajo donde se ha realizado el mecanizado de 326 x 256 x 40 mm.
Herramientas de bola Moldino
Semana a semana bajo el plan de producción Production50 ® de Moldino, nuestro equipo ha podido experimentar, consultar y mejorar las condiciones de corte de nuestras herramientas. Luis es el encargado de asesorar, revisar y responder a todas nuestras dudas técnicas y requerimientos para la optimización de nuestros procesos de producción. Gracias a él hemos conseguido reducir sustancialmente el tiempo de mecanizado, desbaste, semi-acabado y acabado superficial en nuestros moldes. Desde Molweld, queremos agradecer todo el trabajo y esfuerzo de Luis y todo el equipo Moldino.



Prueba de Mecanizado / Acabado
Fecha de prueba: 12/11/2020
Pieza de Trabajo
L / W / H (mm) – 326 / 256 / 40
Materiales
Acero 2311
Máquina
DMC 65 Mono Block
Tiempo prueba de herramienta 6H 40 min

BOLA Ø4 – Cuello 16mm
Velocidad de corte – 120m/min
Rpm – 9800
Avance (F) – 1600 mm/min
Avence por diente (fz) – 0,08 por diente
Profundidad z (ap) – 0,122
Profundidad lateral (ae) – 0,122
Tiempo mecanizado de placa 36 min

BOLA Ø3 – Cuello 12mm
Velocidad de corte – 130m/min
Rpm – 13500
Avance (F) – 1600 mm/min
Avence por diente (fz) – 0,06 por diente
Profundidad z (ap) – 0,106
Profundidad lateral (ae) – 0,106
Tiempo mecanizado de placa 10 min

BOLA Ø2 – Cuello 8mm
Velocidad de corte – 110m/min
Rpm – 17000
Avance (F) – 1600 mm/min
Avence por diente (fz) – 0,05 por diente
Profundidad z (ap) – 0,087
Profundidad lateral (ae) – 0,087
Tiempo mecanizado de placa 10 min
BOLA Ø1.5 – Cuello 6mm
Velocidad de corte – 80m/min
Rpm – 17000
Avance (F) – 1300 mm/min
Avence por diente (fz) – 0,04 por diente
Profundidad z (ap) – 0,075
Profundidad lateral (ae) – 0,075
Tiempo mecanizado de placa 10 min

BOLA Ø6
Velocidad de corte – 300m/min
Rpm – 16000
Avance (F) – 3200 mm/min
Avence por diente (fz) – 0,1 por diente
Profundidad z (ap) – 0,15
Profundidad lateral (ae) – 0,15
Tiempo mecanizado de placa 3H 40′
Especificaciones Técnicas
D / T
6-4-3-2-1.5 / 2
Acabado
Acabado
Refrigeración
Agua
Desgaste
Inapreciable
Longitud
192
Porta-herramientas
Térmico
Puesta a prueba
“ Hemos ganado sin duda en velocidad de avance, pasada y durabilidad. El acabado es muchísimo mejor que las anteriores herramientas que hemos probado y el diámetro de la bola es mucho más real que las que se usaban antes. Aún teniendo un precio mayor, merecen la pena por el ahorro total en maquina.»












Comparativa de Rendimiento

BOLA ø1.5
Condiciones de corte
| Material | Acero 2311 |
| Velocidad de corte | 80 m/min * 17000 rpm |
| Avance | 1300 mm/min |
| Profundidad pasada en Z | 0,075 |
| Pasada lateral | 0,075 |
| Avance por diente | 0,04 |
Tpo. operación total |
10 min |

BOLA ø1.5
Condiciones de corte
| Material | Acero 2311 |
| Velocidad de corte | 65 m/min * 14000rpm |
| Avance | 300 mm/min |
| Profundidad pasada en Z | 0,03 |
| Pasada lateral | 0,03 |
| Avance por diente | 0,01 |
Tpo. operación total (incl. cambio herramienta) |
1 H 20′ |
AHORRO CON

Sólo en la bola de Ø1.5
Ahorro en tiempo
%
Ahorro económico
Desgaste de herramienta
En las fotos se puede ver mediante foto de microscopio el desgaste y uso de un par de herramientas de bola después de cada operación realizada.


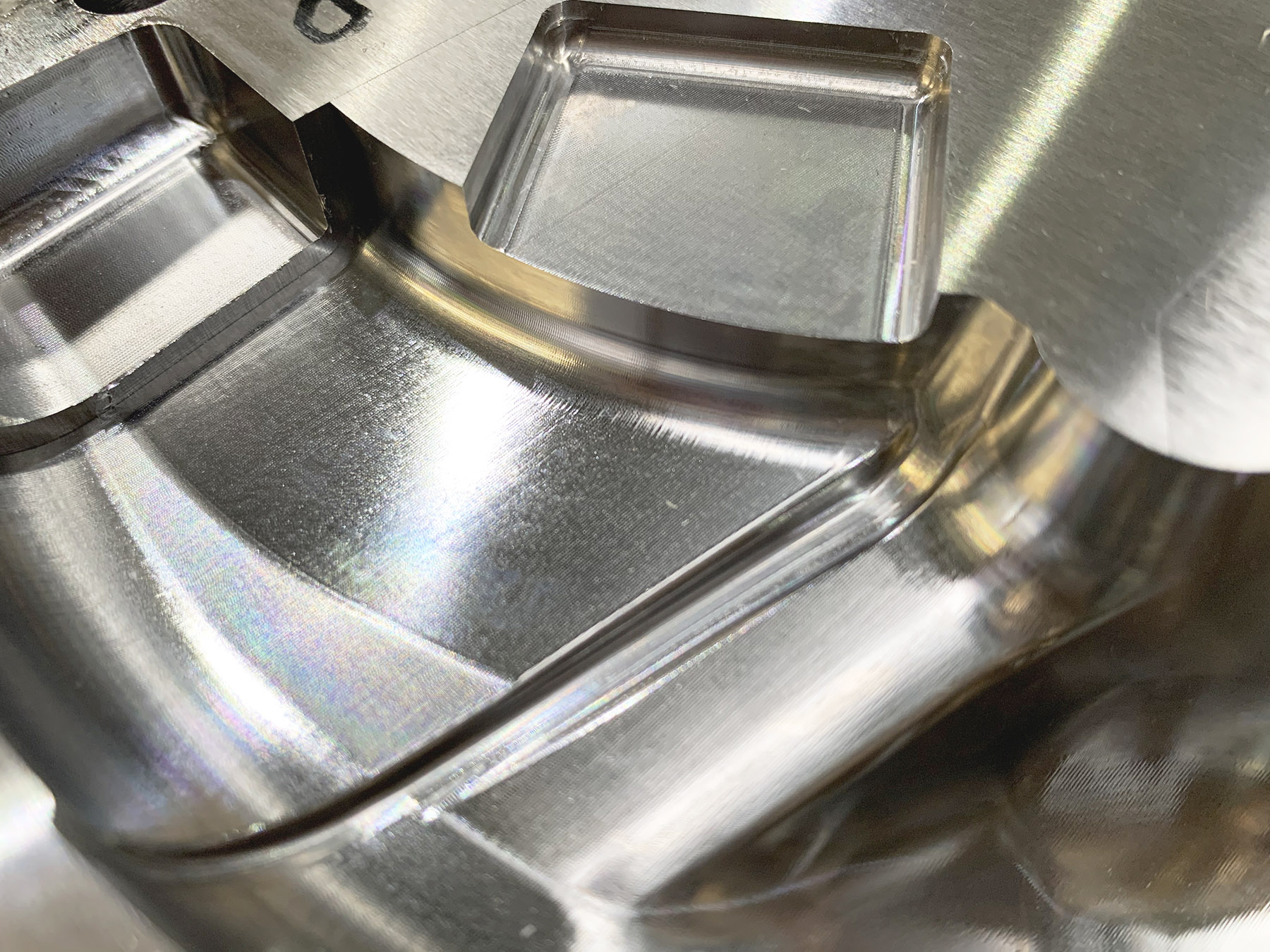
Opiniones y Resultados
El aspecto más destacable es la durabilidad de las herramientas de bola Moldino. El desgaste de las herramientas una vez finalizada la prueba ha sido prácticamente inexistente a la vista.
Además, el acabado que dejan en caso de tener que trabajar en 3 ejes con ellas es excepcional. El corte que tiene el centro de la bola es muy limpio y preciso, en comparación con otras bolas que tienen un mayor arrastre de material. Los resultados de la bola de ø1.5 han sido excelentes ya que hemos conseguido reducir el tiempo de mecanizado en 1H y 10 MIN.
Desde el principio, Luis ha estado trabajando con nosotros cada semana para revisar y ayudarnos a mejorar los ajustes y parámetros de las herramientas, teniendo en cuenta siempre nuestra manera de trabajar y procesos internos. En cada prueba comprobamos como conseguimos mejorar poco a poco, logrando mejores tiempos de mecanizado y calidad en el mecanizado. Tras ésta última prueba si que hemos notado que la bola de 6 funciona muy bien pero en el desbaste notamos como va un poco forzada. Es por eso que junto con Luis, se va a estudiar de mejorar estas condiciones con ellos.
En general podemos decir que estamos realmente sorprendidos con la calidad y parámetros que hemos conseguido en esta prueba.